¿Qué es el material EN24?
EN24 es una aleación de acero de muy alta resistencia que se suministra templado y revenido. El grado es una combinación de níquel-cromo-molibdeno – esto ofrece acero de alta resistencia a la tracción, con buenas características de ductilidad y resistencia al desgaste. Con propiedades de impacto relativamente buenas a bajas temperaturas, EN24 también es adecuado para una variedad de aplicaciones de temperatura elevada.
EN 24 también se incluye en la clasificación AISI como AISI 4340, que es un acero de aleación de níquel-cromo-molibdeno que tiene alta tenacidad, alta resistencia y muy buena resistencia a la fatiga. en condición tratada térmicamente.

La resistencia de ambos materiales puede variar mucho en función del tratamiento térmico que se haya realizado: recocido, normalizado o templado y revenido. El endurecimiento por llama se puede utilizar para endurecer adicionalmente el exterior de estos materiales mientras se mantiene el interior relativamente suave.
Especificaciones de material
BS 970: 1955 EN24T
BS 970: 1991 817M40T
Alemán / DIN 34CrNiMo6
Francés AFNOR 35NCD6
Estadounidense AISI / SAE 4340
Alemán Werkstoff No. 1.6582
Norma europea EN10277-5
Propiedades químicas

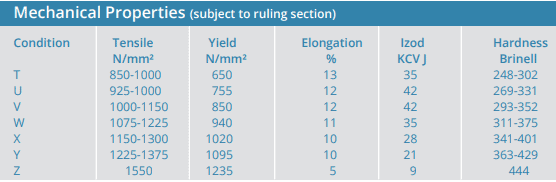
Propiedades mecánicas
Procedimiento de soldadura para EN 24 o AISI 4340
Soldadura con electrodos de bajo hidrógeno y un precalentamiento de 400 –570ºF (200 – 300º C) para ser mantenido durante la soldadura. Las piezas deben enfriarse lentamente después de soldarlas en lana de vidrio o una manta de tela de asbesto.
- Califique la composición del metal base, si es posible.
- Inspeccione visualmente la herramienta o el troquel para determinar el motivo de la falla y establecer el área exacta de reparación. Registre las dimensiones que se alterarán durante el curso de la reparación como referencia cuando vuelva a mecanizar a las dimensiones originales.
- Áreas defectuosas con máquina, rectificado o hendidura por arco de aire, etc. Si el método de preparación que se va a utilizar es el desbaste por arco de aire, entonces debe ejercitarse el precalentamiento antes de la preparación. La preparación para soldar mediante remecanizado o esmerilado no requiere precalentamiento.
- Precaliente 600 ° – 700 ° F. durante una hora por pulgada de espesor.
- Seleccione el proceso de soldadura apropiado para la condición de reparación encontrada. Elija uno o más de los siguientes procesos de soldadura. El proceso GTAW o tig se puede soldar usando alambre de relleno tipo ER4340, usando polaridad directa de corriente continua (DCSP) con gas protector 100% argón; o SMAW o proceso de electrodo de varilla; o GMAW o el proceso de soldadura con alambre que usa polaridad inversa de corriente continua (DCRP) para ambos procesos usa 75% de argón, 25% de gas protector de Co2 con una tasa de flujo de 40 – 60 CFH cuando se usa el proceso con alambre.
- Selección de aleación: seleccione una aleación que cumpla con los requisitos de servicio de la herramienta o troquel mientras está en funcionamiento.
- Golpee cada depósito de soldadura inmediatamente después de romper el arco.
- Elimine todos los recortes, esquinas redondeadas cuadradas, etc.
- Inmediatamente después de soldar, los troqueles deben calentarse nuevamente a una temperatura de precalentamiento de 700 ° para igualar el depósito de soldadura y la temperatura de la herramienta o del troquel antes de enfriar lentamente. Si la temperatura de precalentamiento se ha mantenido durante la soldadura, este paso se puede omitir; por lo tanto, comenzando inmediatamente con el siguiente paso.
- Enfriar lentamente la herramienta soldada o el troquel a temperatura ambiente durante un mínimo de 150 °
- Temple la herramienta soldada o el troquel colocando inmediatamente la sección en el horno a 800 ° durante una hora por pulgada de espesor de la herramienta o troquel.
- Enfriar lentamente a temperatura ambiente.
- Comience con el mecanizado.
Electrodo de soldadura / TIG-MIG Filler para soldadura EN24 / AISI 4340
Utilice E8018-B2 o ER80S-B2 cuando realice reparaciones de soldaduras o grietas. Estos consumibles tendrán una resistencia más baja que el material EN24 / AISI 4340 Q & T real, aunque ofrecen una metalurgia similar y una soldadura resistente a las grietas.
Para uniones soldadas que requieren resistencia en materiales E24 / AISI 4340, la soldadura se puede realizar utilizando alambre de relleno E10018-D2 o ER10018-D2. Estos consumibles igualan la resistencia pero tienen un alto riesgo de agrietamiento por hidrógeno, por lo que es obligatorio un precalentamiento adecuado, electrodos de bajo hidrógeno completamente horneados y enfriamiento lento.

")


