Inconel 601 Welding is a difficult, but with the right welding procedure, it can be done successfully.
Inconel 601 has a high Nickel- chromium content, which makes it resistant to corrosion and oxidation. It also has a high melting point, which makes it ideal for use in high-temperature applications.
Inconel 601 Specification
The UNS Number for Inconel 601 is UNS N06601. The Welding P-Number for Inconel 601 is P-Number 43.
The specifications for Inconel 601 are:
- ASTM B–163
- ASTM B–166
- ASTM B–167
- ASTM B–168
- JIS G4902
- EN 10095- 2.4851
- AMS 5715
- AMS 5870
Inconel 601 Equivalent Material
Inconel 601 Equivalent materials are:
- JIS G4902
- EN 10095- 2.4851
- AMS 5715
- AMS 5870
Inconel 601 Chemical Composition
Inconel 601 is an Nickel-Chromium-Iron alloy with excellent corrosion resistance, elevated temperature strength and high mechanical strength.
Inconel 601 also has good oxidation resistance at elevated temperatures. The chemical composition of Inconel 601 are:
- Nickel: 58-63%
- Chromium: 21-25%
- Iron: Balance
- Manganese: 1% max
- Carbon: 0.1% max
- Silicon: 0.5% max
- Sulfur: 0.015% max
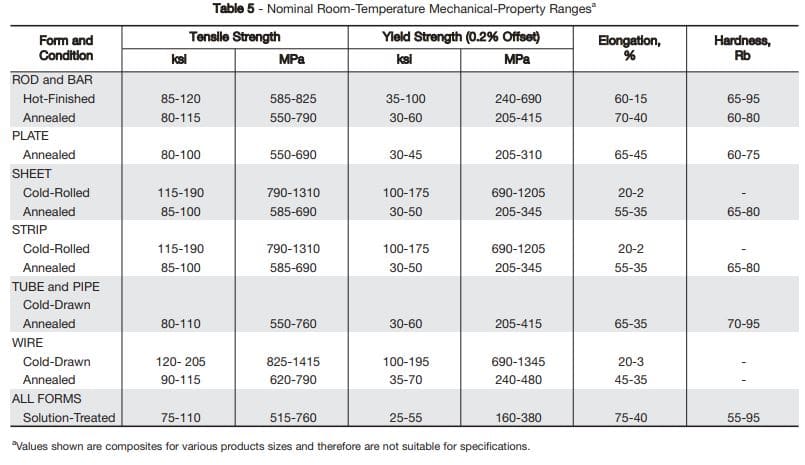
Inconel 601 Mechanical Properties
Inconel 601 has good mechanical properties, making it an ideal choice for use in a wide range of industries. Here is a look at the key mechanical properties of Inconel 601:
- Tensile Strength: Inconel 601 has a minimum tensile strength of 80,000 psi (550 MPa minimum).
- Yield Strength: This alloy also has a high yield strength, with a minimum value of 30,000 psi (207 MPa).
- Elongation: Inconel 601 can be stretched to about 35% before breaking.
- Hardness: With a hardness of Rockwell C25, this material is quite resistant to wear and tear.
Inconel 601 mechanical properties varies with material heat treatment condition. Below table highlight the varied mechanical properties of Inconel 601 for different conditions.
Inconel 601 Welding Rod/ Electrode
The weldability of Inconel 601 is generally good, but due to its high chromium and carbon content, it can be difficult to weld.
Inconel 601 should be welding in the annealed condition for best weldability results.
The recommended Stick Welding (SMAW) electrode for Inconel 601 are:
- ENiCrCoMo-1 (SFA 5.11)- For Improved Strength
- ENiCrFe-3 (SFA 5.11)- Most commonly used

Inconel 601 Welding Wire
Inconel 601 has good weldability and can be joined using all standard welding methods.
The alloy can be welded using either gas tungsten arc welding (GTAW) or gas metal arc welding (GMAW). GTAW is the preferred method, as it produces cleaner welds with less contamination.
- ERNiCrCoMo-1 (SFA 5.14): For Improved Strength
- ERNiCrFe-11 (SFA 5.14): (Matching chemistry of Inconel 601)
- ERNiCr-3 ( (SFA 5.14): Most commonly used
When welding Inconel 601, it is important to use filler metals that match the composition of the alloy.
Inconel 601 filler metals are available in both welding rod and filler wire form and should be used with either 100% Argon or 90% Helium / 10% Argon shielding gas.
Inconel 601 Welding Procedure
Inconel 601 is a difficult metal to weld, due to its high chromium and nickel content. In order to weld it properly:
- First, the metal must be cleaned thoroughly, in order to remove any contaminants that could affect the weld.
- Second, the welder must use a filler material that is compatible with Inconel 601. Check the recommended welding electrode/ wire for Inconel 601 given above.
- Third, the welding process must be performed with low heat input for optimal weld properties.
When welding Inconel 601, it is important to use the correct shielding gas. The most common gas for Inconel 601 welding is 100% Argon.
Welding Inconel 601 to Stainless Steel
Welding Inconel 601 to stainless steel, it is important to use a filler metal that is compatible with both metals.
Inconel 601 welding to Stainless steel shall be carried out using:
- ENiCrCoMo-1 (SFA 5.11) & ERNiCrCoMo-1 (SFA 5.14)
- ENiCrFe-3 (SFA 5.11)
- ENiCrFe-2 (SFA 5.11)
Welding Inconel 601 to Carbon Steel
Welding Inconel 601 to carbon steel is done using below stick welding (SMAW) electrodes and TIG-MIG Filler wire rods:
- ENiCrCoMo-1 (SFA 5.11) & ERNiCrCoMo-1 (SFA 5.14)
- ERNiCrFe-11 (SFA 5.14)
- ENiCrFe-3 (SFA 5.11)
- ENiCrFe-2 (SFA 5.11)
All of the above filler wire rods/ electrodes can be used to weld Inconel 601 to Carbon steel without any issues.
Inconel 601 vs 625
When it comes to Inconel 601 vs 625, there are a few key differences to keep in mind. For one, Inconel 601 is better suited for high-temperature applications thanks to its higher chromium content.
On the other hand, Inconel 625 is more resistant to corrosion and has a higher strength-to-weight ratio. It’s often used in marine and chemical processing applications for this reason.
Material Welding is run by highly experienced welding engineers, welding trainers & ASNT NDT Level III bloggers.
We strive to provide most accurate and practical knowledge in welding, metallurgy, NDT and Engineering domains.

