¿Qué es el agrietamiento en caliente?
El agrietamiento en caliente es un término general que se utiliza con bastante frecuencia para describir todos los tipos de agrietamiento en metales que se han originado a temperaturas más altas. Una definición simple de fisuración en caliente de acuerdo con la norma EN ISO 17641-1 es:
“Las fisuras en caliente son separaciones de material que ocurren a altas temperaturas a lo largo de los límites de grano (límites de dendrita), cuando el nivel de deformación y la velocidad de deformación exceden un cierto nivel. Las pequeñas grietas, que solo son visibles con aumentos de más de 50x, a menudo se describen como microfisuras “.
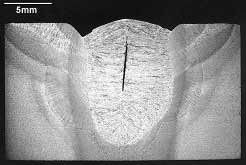
El tipo de agrietamiento generalmente se agrupa por el rango de temperatura en el que ocurren. El agrietamiento en caliente generalmente ocurre longitudinalmente a lo largo del eje de la soldadura, ocurriendo en el medio de la soldadura, sin embargo, también puede ocurrir a través del eje de la soldadura afectado por la dirección de la tensión de tracción como se muestra en la siguiente figura.

¿Qué es el agrietamiento por solidificación?
Agrietamiento por solidificación, en el que las grietas se forman durante la solidificación a partir de la fase líquida de los metales de soldadura. A veces pueden visualizarse como dendritas que crecen más lentamente que las tensiones impuestas, de modo que no se fusionan en la línea central de la soldadura y dejan una cavidad o una grieta en la línea central. Por lo general, se extienden hasta la superficie del metal de soldadura, pero a veces permanecen bajo la superficie.
El agrietamiento por solidificación de la soldadura ocurre durante las etapas finales de solidificación cuando la tensión de contracción por tracción se acumula y las películas líquidas aún persisten a lo largo de los límites del grano de solidificación en la estructura. Si la deformación por contracción impuesta excede la ductilidad inherente del metal de soldadura solidificado, se producirá el agrietamiento.
La falta de ductilidad puede resultar de la presencia de metal líquido, características microestructurales, orientación (en relación con la deformación) y, en algunos casos, sobre la presencia de impurezas quebradizas y películas de bajo punto de fusión (o licuadas).
Factores que afectan el fenómeno de agrietamiento por solidificación
Hay varios factores que afectan el agrietamiento por solidificación. La interacción de algunos de estos factores, los parámetros de soldadura, la composición y la restricción, se muestran en la Figura siguiente.

¿Qué es el agrietamiento por licuación?
Agrietamiento por licuación, en el que las grietas se forman en áreas de licuación en la ZAT del material base o en soldaduras de múltiples pasadas donde el metal de soldadura se recalienta durante la deposición de cordones de soldadura posteriores. A menudo son pequeñas (microfisuras) y, a menudo, debajo de la superficie en soldaduras de múltiples pasadas.
El agrietamiento en caliente ocurre en estado sólido a temperaturas entre el solidus y aproximadamente la mitad de la temperatura de fusión del material y puede ocurrir durante la fabricación o el tratamiento térmico posterior a la soldadura.
Los tipos de agrietamiento en caliente son:
1. Agrietamiento por inmersión por ductilidad
2. Agrietamiento por recalentamiento
3. Agrietamiento por deformación
4. Agrietamiento laminar
Razón del agrietamiento en caliente
- La tensión en el baño de soldadura es demasiado alta.
- El líquido no puede llegar a las regiones donde se necesita debido a un suministro inadecuado o bloqueo / canales estrechos entre los granos que se solidifican.
- menor espesor de pasada de soldadura en el recorrido de raíz.
Prevención del agrietamiento en caliente en la soldadura
- Utilice una entrada de calor más baja : el uso de una entrada de calor más baja aumenta la velocidad de enfriamiento del metal de soldadura, lo que minimiza el tiempo que pasa en el rango de temperatura líquida o frágil. También aumenta la relación entre el ancho y la profundidad del metal de soldadura debido al menor depósito de soldadura, lo que reduce la susceptibilidad al agrietamiento en caliente.
- Utilice un radio de ranura más grande : el uso de uniones de soldadura con un radio de ranura más grande aumenta la relación entre el ancho y la profundidad del metal de soldadura, lo que evita el agrietamiento en caliente. Algunas uniones soldadas, como la ranura estrecha, son inherentes al agrietamiento en caliente.
- Utilice metales de aportación controlados por ferrita : cuando suelde aceros inoxidables austeníticos, utilice metales de aportación que contengan ferrita (normalmente 3-10% en el metal de soldadura) en la matriz austenítica. Los depósitos de soldadura austenítica pura son propensos a agrietarse en caliente. Para propósitos especiales (por ejemplo, usos de temperatura criogénica) donde se requiere un metal de soldadura totalmente austenítico, use un metal de aportación que contenga poco azufre y fósforo con un mayor contenido de manganeso.
- Depositar pasadas de soldadura gruesas : En ocasiones, se pueden producir grietas en caliente al soldar juntas soldadas de alta restricción o juntas soldadas con mucha tensión. Cuando se suelda el recorrido de la raíz, se observa agrietamiento en la línea central, ya que el pequeño espesor del depósito de soldadura no podrá resistir las tensiones. En tales casos, una raíz de soldadura más gruesa es beneficiosa para evitar el agrietamiento en caliente.

 y TIG/MIG para Inconel 625")



