¿Qué es el aluminio 6061-T6?
El grado de aluminio 6061 es un aluminio aleado con silicio y magnesio como principal elemento de aleación. El número UNS del grado 6061 es A96061. El Número P según ASME Sección IX para aluminio 6061 es P No. 23. La aleación se utiliza en estructuras de aluminio en general, piezas ferroviarias y aplicaciones aeroespaciales.
El siguiente diagrama ofrece una descripción general de las aleaciones de aluminio en general.
Clasificación de grados de aluminio.

Propiedades físicas del aluminio 6061-T6
| Propiedad fisica | Valor |
|---|---|
| Densidad | 2,70 g / cm³ |
| Punto de fusion | 650 ° C |
| Expansión térmica | 23,4 x10 ^ -6 / K |
| Módulo de elasticidad | 70 GPa |
| Conductividad térmica | 166 W / mK |
| Resistividad electrica | 0,040 x10 ^ -6 Ω .m |
Especificación: BS EN 755-2: 2008
| Propiedad mecanica | Valor |
|---|---|
| Tensión de prueba | 240 min MPa |
| Fuerza de Tensión | 260 min MPa |
| Dureza Brinell | 95 HB |
Alambre de relleno TIG / MIG para soldadura 6061-T6
El aluminio de grado 6061-T6 se suelda con ER5356 y ER4043. Ambos tipos son buenos para soldar materiales de aluminio 6061.
1. Relleno ER4043 (TIG / MIG) : la aleación de relleno 4043, una aleación de silicio al 5%, se usa a menudo para soldar materiales base 6061, no se usa comúnmente cuando la resistencia al corte del componente es una consideración predominante. La aleación de relleno 4043 es una aleación de relleno a base de silicio que se utiliza a menudo para aprovechar la capacidad de los elementos de promover la fluidez en el aluminio. Si bien las soldaduras de ranura se pueden realizar utilizando esta aleación de relleno que, de manera característica, puede pasar los requisitos mínimos de prueba de tracción transversal, esta aleación de relleno tiene una resistencia al cizallamiento considerablemente menor en comparación con las aleaciones de relleno de la serie 5xxx.
Relleno ER5356 (TIG / MIG) – ER5356 El alambre de soldadura de aluminio se usa principalmente donde se requiere una mayor resistencia de soldadura y mayor ductilidad y es compatible con las aleaciones 5050, 5052, 5083, 5154, 5356, 6061 y 6363. 5356 tiene una mayor resistencia a la corrosión (agua salada) y una mejor combinación de colores después del anodizado.
Usar con polaridad invertida de CC. Se requiere gas protector de argón.
Selección de consumibles de soldadura para soldadura de aluminio
Utilice esta tabla para encontrar el alambre de relleno GTAW / GMAW más adecuado para soldar los distintos grados de aluminio.
El agrietamiento en caliente se puede prevenir con el uso de alambre de relleno tipo 4043, pero dará menor ductilidad y tenacidad en comparación con el alambre tipo 5356. Los tipos 4043 debido a su alto contenido de silicio dan una escasa coincidencia de color con los metales base de aluminio 5XXX y 6XXX después del tratamiento de oxidación anódica.
Al soldar 5XXX (alto Mg, más del 3% por lo general), 4043 es una mala elección ya que producirá un compuesto intermetálico de mg 2 Si en el metal de soldadura. Esto reducirá la ductilidad del metal de soldadura y aumentará su sensibilidad al agrietamiento.
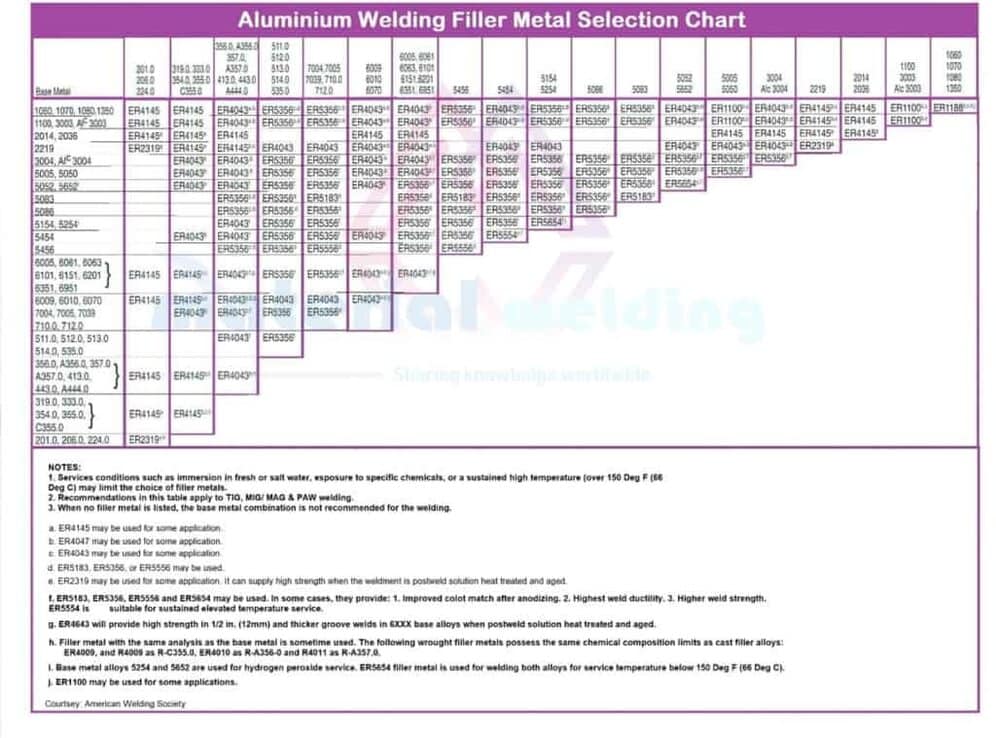
Haga clic aquí para ver la imagen de gran tamaño.
Proceso de soldadura:
El aluminio se puede soldar fácilmente con soldadura TIG y MIG. La soldadura TIG con corriente alterna se utiliza para soldar secciones más delgadas. El uso de corriente alterna proporciona medio ciclo de limpieza catódica tanto en procesos manuales como automáticos. MIG se utiliza para secciones más pesadas.
Los procesos de soldadura avanzados, como la soldadura por láser y la soldadura por fricción y agitación, se utilizan actualmente en gran medida en la fabricación de aluminio.

Haga clic aquí para ver la imagen en tamaño grande.
Parámetros de soldadura de aluminio TIG
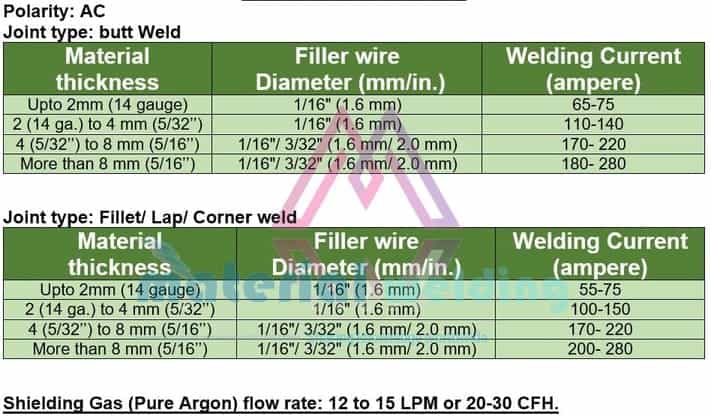
Parámetros de soldadura de aluminio MIG

Gases protectores:
El argón puro se usa ampliamente. Mezcla Argón-Helio en soldadura MIG. La adición de helio ayuda a una mejor formación de la soldadura y aumenta la velocidad de soldadura. El helio también minimiza el riesgo de poros y falta de fusión. No se utiliza helio puro debido al alto potencial de ionización del gas y al alto costo del gas.
Precalentamiento:
Se recomienda el precalentamiento para secciones más gruesas o cuando no se pueda lograr una penetración suficiente debido a la alta conductividad térmica del aluminio.
Por lo tanto, si se enfrenta alguno de los problemas anteriores, se puede aplicar una temperatura de precalentamiento de 150 a 200 ° C. Además, al reparar los grados 5XXX (Al-Mg), puede agrietarse en la soldadura o en el área HAZ. Seguir un precalentamiento en estas condiciones es muy beneficioso para mitigar el agrietamiento, entre otras cosas, al usar alambre de relleno adecuado.
Temperatura entre pasadas:
Por lo general, la temperatura entre pasadas se mantiene por encima de la temperatura mínima de precalentamiento.


")

 TIG MIG Significado")
{kind=link}