Qu’est-ce que le soudage à l’arc sous gaz tungstène (GTAW) ?
La désignation TIG vient des États-Unis et est une abréviation de Tungsten Inert Gas. Le tungstène – également appelé wolfram – est un métal avec un point de fusion de plus de 3300 degrés C, ce qui signifie plus du double du point de fusion des métaux qui sont habituellement soudés.
Le gaz inerte est la même chose que le gaz inactif, c’est-à-dire un type de gaz qui ne se combinera pas avec d’autres éléments. En Allemagne, cette méthode est appelée soudage WIG, le W signifiant wolfram.
Le soudage TIG est la désignation normalisée internationale pour cette méthode de soudage. Selon DS/EN 24063, ce procédé de soudage porte le numéro 141.
Le soudage à l’arc au tungstène au gaz (GTAW) est également connu sous le nom de soudage au gaz inerte au tungstène (TIG). C’est un procédé de soudage manuel.
Dans ce processus, une électrode de tungstène non consommable est utilisée pour générer de la chaleur.
Un métal d’apport externe est ajouté manuellement. Comme son nom l’indique, des gaz de protection tels que l’argon et l’hélium ou un mélange de ces gaz inertes sont utilisés pour la protection contre les gaz.
Ces gaz protègent le bain de fusion en cours de solidification de la contamination atmosphérique pour éviter l’oxydation et la porosité de la soudure.
Pour en savoir plus sur le soudage TIG, regardez notre vidéo de formation détaillée en classe sur YouTube.
Principe du procédé de soudage TIG
Le soudage TIG est l’un des procédés de soudage importants dans les procédés de soudage par fusion.
Ce procédé est très polyvalent et le rend approprié pour souder à la fois des tôles minces et des sections épaisses, en particulier le soudage de racines dans le soudage de pipelines. Le soudage peut être effectué dans toutes les positions mais avec un faible taux de productivité.
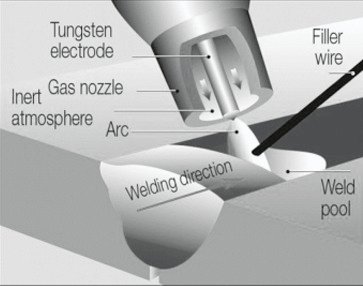
Le procédé TIG utilise la chaleur générée par un arc électrique entre les métaux de base à assembler et une électrode à base de tungstène non consommable, comme illustré à la figure 1.
La zone de l’arc est entourée d’un écran de gaz inerte pour protéger le bain de fusion et le électrode de tungstène. Le métal d’apport sous forme de tige est appliqué manuellement par le soudeur dans le bain de fusion.
Le soudage TIG est particulièrement adapté au soudage de tôles/matériaux minces d’une épaisseur allant jusqu’à environ 10 mm.
Configuration de l’équipement de soudage TIG
Le procédé de soudage fonctionne sur des caractéristiques de courant constant (CC) ou appelées caractéristiques de chute.
La pièce à usiner est connectée à la borne positive et la torche de soudage à la borne négative. L’interrupteur marche/arrêt est situé sur la torche de soudage.
Le processus en manuel en fonctionnement. La torche TIG est déplacée manuellement et en même temps la tige de remplissage est ajoutée manuellement avec l’autre main au bain de soudure.
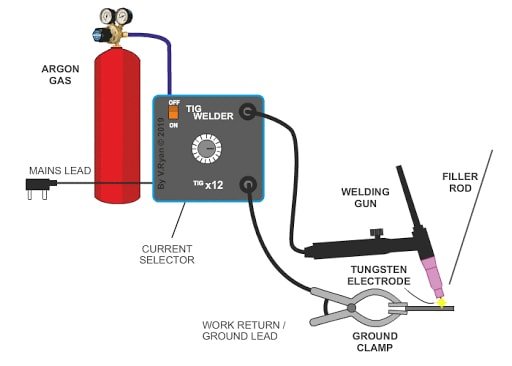
Figure 2 Configuration de l’équipement
- Fil plein (AWS A 5.18 pour les électrodes en acier au carbone)
- Fil fourré en métal (AWS A 5.36 pour électrodes en acier au carbone et acier faiblement allié)
Différentes tailles de fils d’apport sont utilisées allant de 0,8 mm à 2,4 mm dans les industries selon les exigences. Un diamètre plus élevé offre plus de dépôt bien que moins adapté pour souder des tôles minces.
Les équipements nécessaires à la configuration de GTAW sont illustrés à la figure 2 :
- Source d’énergie
- Pistolet de soudage
- Gaz de protection
- Câbles de soudage / câbles et tuyaux de gaz
La figure 3 montre les différents types de torches TIG.
La torche de soudage GTAW a deux variantes :
- Torche de soudage refroidie par air
- Torche de soudage refroidie à l’eau.
Une torche de soudage refroidie par air est utilisée pour les activités de soudage normales.
Le soudage nécessitant un cycle de service élevé et un courant de soudage élevé utilise normalement des torches refroidies à l’eau.
Les torches refroidies par air en raison de leur construction simple sont moins chères que les torches refroidies par eau. Ils sont également faciles à réparer par rapport à ces derniers.

Figure 3 Torches de soudage TIG
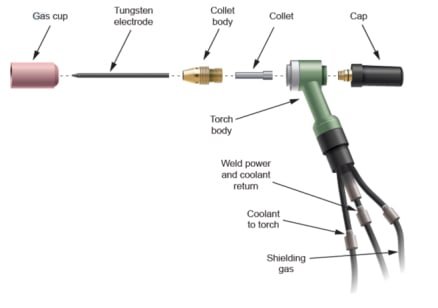
Une construction de torche de soudage TIG est illustrée à la figure 4.
Source d’alimentation pour le soudage TIG
Le TIG soudage est effectué avec une source d’alimentation à courant constant retombante – soit en courant continu, soit en courant alternatif.
Une source d’alimentation à courant constant est importante pour éviter des courants excessivement élevés sur l’électrode lorsqu’elle est court-circuitée sur la surface de la pièce. Cela peut se produire soit intentionnellement lors de l’amorçage de l’arc, soit par négligence lors du soudage.
Comme dans le soudage MIG-MAG, une source d’alimentation à tension constante est utilisée, tout contact avec la surface de la pièce endommagera la pointe de l’électrode ou donnera une inclusion de tungstène à la surface de la pièce.
Mais dans les types à courant continu, parce que la chaleur de l’arc est distribuée environ un tiers à la cathode (négative) qui est l’électrode de tungstène dans le soudage TIG et les deux tiers à l’anode (positive), c’est-à-dire la pièce à usiner empêche la surchauffe et la fusion de l’électrode de tungstène.
AC a l’avantage dans le soudage TIG comme lorsque la cathode est sur la pièce,la surface est nettoyée de la contamination par l’oxyde.
Pour cette raison, le courant alternatif est utilisé lors du soudage de matériaux avec un film d’oxyde de surface ferme, comme le soudage de l’aluminium.
Méthode d’amorçage d’arc en TIG
Il existe trois méthodes d’amorçage d’arc dans le soudage TIG, comme indiqué ci-dessous :
- Méthode de grattage
- Amorçage d’arc haute fréquence
- Méthode de contact
Les trois méthodes sont illustrées dans la figure 5 ci-dessous.

Gaz protégés pour le soudage TIG
Les gaz de protection du soudage TIG sont choisis en fonction du matériau à souder. Les gaz les plus couramment utilisés sont :
- Argon – est le gaz de protection le plus couramment utilisé dans le TIG. L’argon peut être utilisé pour souder une large gamme de matériaux tels que l’acier au carbone, l’acier faiblement allié, l’acier inoxydable, les alliages de nickel, l’aluminium et le titane, etc.
- Argon + 2 à 5% H2 – En ajoutant de l’hydrogène à l’argon, le gaz de protection est légèrement réducteur, ce qui produit des soudures d’aspect net sans oxydation de surface. Le mélange d’hydrogène donne un arc plus chaud et plus resserré, ce qui permet des vitesses de soudage plus élevées. L’hydrogène entraîne des effets néfastes tels que le risque de fissuration par l’hydrogène dans les aciers au carbone si le niveau d’hydrogène dépasse les limites et la porosité du métal d’apport dans l’aluminium.
- Hélium et mélanges hélium/argon – L’ajout d’hélium à l’argon augmente la température de l’arc de soudage. Cela permet des vitesses de soudage plus élevées et une pénétration de soudure large et profonde par rapport à l’argon seul. Les inconvénients de l’utilisation d’hélium ou d’un mélange hélium/argon sont le coût élevé du gaz et la difficulté d’amorçage de l’arc car le taux d’ionisation de l’arc hélium est faible.
Avantages de GTAW (soudage TIG)
- Le TIG peut être utilisé pour assembler presque tous les métaux, avec une qualité de soudure supérieure, généralement exempte de défauts.
- Exempt de projections qui se produisent avec d’autres procédés de soudage à l’arc.
- Peut être utilisé métal d’apport selon les besoins de l’application spécifique.
- Fournit un excellent contrôle de la pénétration de la soudure de la passe de fond.
- Meilleur procédé de soudage pour le soudage de la racine du pipeline et de la passe à chaud.
- Peut être utilisé pour produire des soudures autogènes (fusion) peu coûteuses avec une bonne pénétration.
- Permet un contrôle séparé de l’apport de chaleur et des ajouts de métal d’apport.
- Ce processus peut être facilement automatisé pour le soudage robotisé et pour les machines à usage spécial (SPM).
Limites de GTAW (soudage TIG)
- Les vitesses de déplacement et les taux de dépôt sont relativement faibles, ce qui augmente les coûts de soudage.
- Un haut degré de compétence de l’opérateur est requis pour produire des soudures de qualité.
- Le processus n’est pas facilement automatisé.
Paramètres de soudage TIG pour l’aluminium
| Épaisseur du matériau (pouces, mm) | Position | Laissez-passer requis | Vitesse de déplacement (ipm) | Un campement) | Diamètre de la coupelle (po, mm) | Taille de bonnet | (cfh) | Volume de gaz par 100 pi de soudure (cft) | Diamètre du tungstène (pouces, mm) | Diamètre de la tige de remplissage (po, mm) | Livres déposées par 100 pi (lb) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/16 (1.5) | Appartement | 1 | 8 | 75 | 1/2(12) | 8 | 20 | 50 | 1/16 (1,6) | 0,030 (0,8) | 1/2 |
| 1/16 (1.5) | H & V | 1 | 8 | 75 | 3/8 (10) | 6 | 20 | 50 | 1/16 (1,6) | 0,030 (0,8) | 1/2 |
| 1/16 (1.5) | OH | 1 | 8 | 70 | 3/8 (10) | 6 | 25 | 62 | 1/16 (1,6) | 0,030 (0,8) | 1/2 |
| 1/8 (3.2) | Appartement | 1 | dix | 140 | 1/2(12) | 8 | 20 | 40 | 1/8 (3.2) | 1/8 (3.2) | 2 |
| 1/8 (3.2) | H & V | 1 | 8 | 120 | 3/8 (10) | 6 | 20 | 50 | 3/32 (2.4) | 1/8 (3.2) | 2 |
| 1/8 (3.2) | OH | 1 | 8 | 140 | 3/8 (10) | 6 | 25 | 62 | 3/32 (2.4) | 1/8 (3.2) | 2 |
| 3/16 (5) | Appartement | 1 | 8 | 210 | 3/4 (19) | 12 | 25 | 62 | 5/32 (4) | 5/32 (4) | 4.5 |
| 3/16 (5) | H & V | 1 | 8 | 180 | 1/2(12) | 8 | 25 | 62 | 1/8 (3.2) | 5/32 (4) | 4.5 |
| 3/16 (5) | OH | 1 | 8 | 170 | 1/2(12) | 8 | 30 | 75 | 5/32 (4) | 5/32 (4) | 4.5 |
| 1/4 (6) | Appartement | 1 | 8 | 250 | 3/4(19) | 12 | 30 | 75 | 3/16 (5) | 3/16 (5) | 7 |
| 1/4 (6) | H & V | 1 | 8 | 240 | 3/4(19) | 12 | 30 | 75 | 3/16 (5) | 3/16 (5) | 7 |
| 1/4 (6) | OH | 1 | 8 | 140 | 3/4(19) | 12 | 35 | 87 | 3/16 (5) | 3/16 (5) | 7 |
Paramètres de soudage TIG pour l’acier inoxydable
| Épaisseur du matériau (pouces, mm) | Position | Laissez-passer requis | Vitesse de déplacement (ipm) | DCEN (Amp) | Diamètre de la coupelle (po, mm) | Taille de bonnet | Débit de gaz (cfh) | Diamètre du tungstène (pouces, mm) | Diamètre de la tige de remplissage (po, mm) |
|---|---|---|---|---|---|---|---|---|---|
| 0,018 (0,5) | Appartement | 1 | 14 | 20 | 5/16 (2) | 5 | dix | 0,040 (1) | 0,035 (0,8) |
| 0,030 (0,8) | Appartement | 1 | dix | 30 | 3/8 (10) | 6 | dix | 1/16 (1,6) | 0,045 (1,2) |
| 0,062 (1,6) | Appartement | 1 | 8 | 60 | 3/8 8 (10) | 6 | dix | 1/16 (1,6) | 0,045 (1,2) |
| 0,093 (2,4) | Appartement | 1 | 8 | 70 | 3/8 8 (10) | 6 | 15 | 1/16 (1,6) | 1/16 (1,6) |
| 0,125 (3) | Appartement | 1 | 8 | 130 | 3/88 (10) | 6 | 15 | 3/32 (2.4) | 1/16 (1,6) |
| 0,250 (6) | Appartement | 3 | 8 | 240 | 1/2(12.5) | 8 | 15 | 1/8 (3.2) | 3/32 (2.4) |
Applications du soudage TIG
Le soudage TIG est utilisé dans toutes les industries mais est particulièrement adapté au soudage de haute qualité.
En soudage manuel, il est idéal pour les tôles minces ou à pénétration contrôlée (dans la ligne de fond des soudures de tuyaux).
Étant donné que le taux de dépôt peut être assez faible (en utilisant une tige de remplissage séparée), le MMA ou le MIG peuvent être préférables pour les matériaux plus épais et pour les passes de remplissage dans les soudures de tuyaux à paroi épaisse.
Le soudage TIG est également largement appliqué dans les systèmes mécanisés, soit de manière autogène, soit avec du fil d’apport.
Les systèmes ne nécessitent aucune compétence de manipulation, mais l’opérateur doit être bien formé.
Étant donné que le soudeur a moins de contrôle sur le comportement de l’arc et du bain de soudure, une attention particulière doit être portée à la préparation des bords (usinés plutôt qu’à la main), à l’ajustement des joints et au contrôle des paramètres de soudage.
")


")

