Types de polarité en SMAW, MIG, MAG, FCAW, TIG et SAW
Qu’est-ce que la polarité de soudage, ses types et leurs caractéristiques ?
La polarité de soudage est le circuit électrique qui se crée lorsque l’on allume le poste à souder (type DC) ayant un pôle négatif et un pôle positif.
La polarité est un facteur important dans la sélection du procédé de soudage pour différents matériaux. Le choix de la bonne polarité affecte l’apparence, la résistance et la qualité de la soudure.
Une mauvaise sélection de polarité entraînera des projections élevées, une pénétration insuffisante ou excessive et un manque de contrôle de votre arc de soudage.
Types de polarité de soudage/ Courant en SMAW, GTAW & GMAW
Les trois différents types de courant ou de polarité utilisés pour le soudage sont :
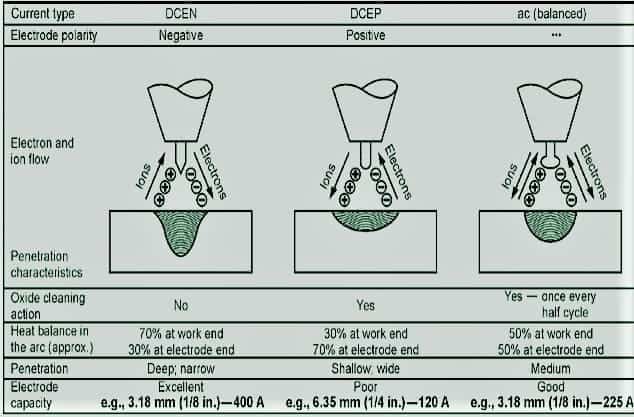
1. Courant alternatif (AC), 2. Electrode à courant continu négative (DCEN) et 3. Electrode à courant continu positive (DCEP).
Électrode à courant continu négative (DCEN)
DCEN ou également connu sous le nom de polarité droite fonctionne avec l’électrode connectée au négatif, et le travail est connecté à la borne positive comme indiqué dans l’image ci-dessous.
Les électrons quittent l’électrode et voyagent à travers l’arc jusqu’à la surface du métal à souder. Il en résulte environ un tiers de la chaleur de soudage sur l’électrode et les deux tiers sur le métal à souder.
Le courant de soudage DCEN produit un taux de fusion d’électrode élevé. Le DCEN est utilisé dans le soudage GTAW/TIG ainsi que dans certaines applications limitées dans le soudage à l’arc sur métal blindé .
Le DCEP chauffe beaucoup plus l’électrode que le DCEN en soudage TIG ; ainsi, le DCEP est rarement utilisé dans le processus de soudage TIG .
Électrode à courant continu positive (DCEP)
DCEP est également appelé polarité inversée. Dans l’électrode à courant continu positive, l’électrode est positive et le travail est négatif, comme le montre la figure ci-dessus.
Les électrons quittent la surface du métal à souder et se déplacent à travers l’arc jusqu’à l’électrode. Il en résulte environ deux tiers de la chaleur de soudage sur l’électrode et un tiers sur le métal à souder.
Le DCEP est utilisé dans les procédés de soudage SMAW, GMAW (MIG/MAG, FCAW) et SAW .
En raison de la chaleur élevée à l’extrémité de l’électrode, le DCEP entraîne une fusion plus élevée du fil d’apport ou de l’électrode, ce qui entraîne un dépôt de soudure plus élevé que le DCEN.
Courant alternatif (AC)
En courant alternatif, les électrons changent de direction tous les 1/120 de seconde de sorte que l’électrode et le travail alternent de l’anode à la cathode, comme indiqué dans la figure ci-dessous.
Le côté positif d’un arc d’électrode est appelé anode et le côté négatif est appelé cathode.
L’inversion rapide du flux de courant fait que la chaleur de soudage est répartie uniformément sur la pièce et l’électrode, c’est-à-dire la moitié sur la pièce et la moitié sur l’électrode.
Le chauffage uniforme donne au cordon de soudure un équilibre entre la pénétration et l’accumulation.
Effet de la polarité de soudage sur la pénétration et la distribution de la chaleur
Dans GMAW , si nous gardons l’électrode négative, l’arc deviendra instable et les projections sont excessives ainsi que moins de chaleur sur le fil de soudage, donc un faible taux de fusion.
De même, dans GTAW , si nous gardons l’électrode de tungstène positive, cela conduira à la fonte rapide de l’électrode de tungstène.
Cela peut provoquer une inclusion de tungstène dans la soudure ainsi que d’autres défauts de soudure. Ainsi, une sélection correcte de la polarité de soudage est très importante.
L’effet de la polarité de soudage et de la répartition de la chaleur est illustré dans la figure ci-dessous.



")

")

